
 來源:“中國非物質文化遺產(chǎn)”微信公眾號
來源:“中國非物質文化遺產(chǎn)”微信公眾號  作者:曹天生
作者:曹天生  創(chuàng)建時間:
2022.11.18 10:19:00
創(chuàng)建時間:
2022.11.18 10:19:00
【摘要】傳統(tǒng)手工制作宣紙的工藝比較復雜,在實施具體的工序時,容易受到各種因素的影響。基于田野調查和多種試驗,歸納總結了宣紙撈紙、紙?zhí)尚汀窦垺z紙過程中紙病產(chǎn)生的原因,同時提出了克服宣紙紙病的相應對策。研究如何克服紙病的目的之一是為了保證和提升宣紙的品質,進而更好地保護和傳承“宣紙傳統(tǒng)制作技藝”這一人類非物質文化遺產(chǎn)。
【關鍵詞】宣紙;紙病;原因;對策;非物質文化遺產(chǎn)
繼2006年傳統(tǒng)技藝類項目“宣紙制作技藝”列入國家級非物質文化遺產(chǎn)代表性項目名錄之后,“宣紙傳統(tǒng)制作技藝”于2009年入選聯(lián)合國教科文組織“人類非物質文化遺產(chǎn)代表作名錄”。一些優(yōu)質、高級的宣紙產(chǎn)品都屬于傳統(tǒng)手工制作紙張,其工藝工序復雜。從原料到成紙,宣紙的制作時間在民國時期需要兩年半左右才能完成,而在1893年以前,其制作時間更長。在科學技術相對發(fā)達的今天,即便某些制作環(huán)節(jié)在不影響宣紙品質的前提下由部分現(xiàn)代制作工藝代替,但因為主要的手工藝環(huán)節(jié)仍無法替代,仍需要14個月的時間才能完成。
筆者曾對50多位年長且經(jīng)驗豐富的宣紙制作者進行實地專訪,通過反復觀察、學習、體驗、記錄,對宣紙傳統(tǒng)制作過程中出現(xiàn)的主要紙病及解決辦法進行梳理和分析,以期對宣紙的科學研究及技藝的保護與傳承實踐有所裨益。
一般來說,宣紙制作的全過程大致分為兩部分,即宣紙原料(燎皮和燎草)制作過程和成紙制作(制漿、撈紙、曬紙、檢紙)過程。有關紙病則主要出現(xiàn)在成紙制作過程的撈紙、曬紙、檢紙等具體工序環(huán)節(jié)之中。
一、撈紙過程中出現(xiàn)的紙病
(一)水洞(亦稱“水窟窿”)
現(xiàn)象:紙面上呈現(xiàn)近似圓形、小于手指尖面的洞眼(圖1)。

▲圖1 水洞(兩個通透處為水洞)
原因:抄紙工人技術不熟練所引起,多發(fā)生在學徒身上。掌簾者在掀簾收回時,梢竹上滴水稱梢竹水洞,提簾、掀簾時將梢竹上的水滴入紙?zhí)B湓跐窦執(zhí)~上、中部、梢沿。
對策:一是反復操作,不斷提高技藝水平;二是操作規(guī)范到位。只要用心苦練,熟能生巧,技術嫻熟、手勢正確,水洞問題就很容易避免。
(二)半暈(亦稱“夜眼睛”“半孕”)
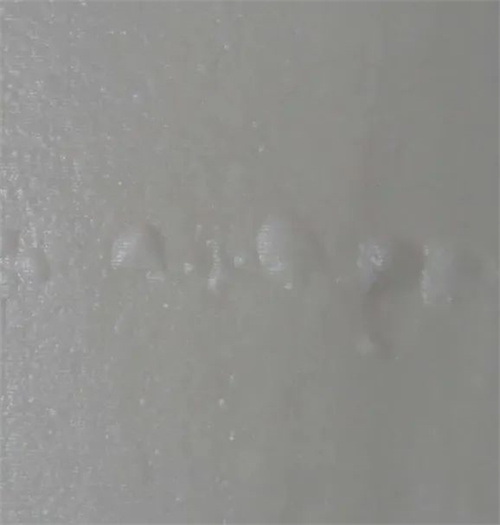
現(xiàn)象:似未通透的水洞,在成紙上呈現(xiàn)出與水洞大小相近的圓形半透明樣態(tài)(圖2)。

▲圖2 半暈(數(shù)個未通透處為半暈)
原因:每張宣紙在撈紙時都要蕩二簾水。一簾水使?jié)窦垵{在紙簾上基本成型,二簾水進行補漿,每張宣紙看上去似乎是一層,其實都是由“兩個薄薄的半層”合成的。水滴濺落到濕紙?zhí)希话闶苟鄰垵窦埿纬伞八础保艿剿斡绊懙淖畹紫履且粡堄袝r正好被沖破了半層,這樣就出現(xiàn)了“半暈”。
對策:與處理“水洞”的對策相同。
(三)芒稈路(亦稱“亮眼睛”)
現(xiàn)象:紙面上出現(xiàn)一條亮痕,紙面局部較薄,迎光一照,呈現(xiàn)一道水溝狀印子。
原因:簾床上芒稈松動,使原有縫隙的兩根芒稈并在一起,相鄰的芒稈之間沒有間隙,紙漿無法下濾,此處漿料較薄,從而在成紙上呈現(xiàn)一長條亮痕。
對策:一是少數(shù)地方出現(xiàn)就用篾簽將芒稈別勻;二是多處地方出現(xiàn)就要重彈簾床(換裝芒稈)。
特別說明:由于現(xiàn)今廠家已經(jīng)用塑料桿代替了芒稈,故芒稈路紙病基本消除。
(四)水泡
現(xiàn)象:水泡是濕紙?zhí)砻娴臍馀荩谢ㄅ荨觚斉荨㈤L泡、邊泡、額泡等多種(圖3)。
▲圖3 水泡
原因:紙面局部由于較薄、松弛,或伴有破眼等多種原因而產(chǎn)生。俗語謂:“濕紙撈活了。”所謂“活”,指的是濕紙含水量超標,這是因為打漿超時或紙藥濃度偏高,紙?zhí)熈Χ炔粔颍植棵撍睿執(zhí)黄剑藕煏r空氣或水分排不出去,形成水泡(氣泡)。根據(jù)形態(tài)和位置可分為花泡、烏龜泡、長泡、邊泡、額泡等。產(chǎn)生氣泡最常見的原因是抄紙工將紙簾上的濕紙放置于濕紙?zhí)蠒r,由于技術不嫻熟,疊放用力不均勻,或過于急促,或角度不夠(一般來說角度以20至25度為宜)。
對策:嚴格按程序要求操作,出現(xiàn)水泡時應在紙簾上用手輕輕一抹一壓,擠出氣體或水分,還可以撕一塊干紙角貼在起泡的地方,輕輕撫平,這樣能夠確保下一張紙不再起泡。同時要對槽桶中的漿液做必要的調適——加紙漿、加水、攪槽,使藥液濃度降低至適度的水平。
(五)水皺
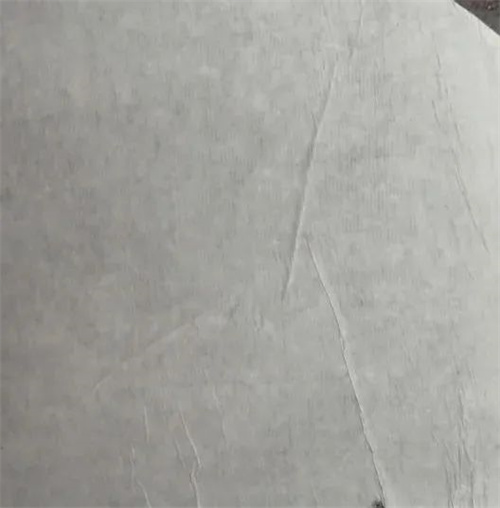
現(xiàn)象:紙面中部很薄,呈現(xiàn)水波紋形狀(圖4)。

▲圖4 水皺
原因:一是放簾時用力不勻,提簾用力不一致;二是撈紙過快,令紙漿成形時間不夠充分;三是藥水濃度過大;四是槽口過大(加料過多),使得紙漿濃度高,濾水慢;五是撈紙簾太臟,造成濾水慢所致;六是冬季水溫太低,凍結所致;七是漿料洗滌不清(這是洗料工序常出的問題);八是撈紙時工人操作不規(guī)范,造成軟腰,導致兩根挺棍之間紙面很薄。
對策:針對不同原因加以克服。具體包括:撈紙時用力要勻;撈紙要快慢適度,尤其不能過快;藥水濃度要把握適度;紙漿濃度要把握適度;撈紙簾要保持清潔;冬天要適度提高槽水水溫,防止紙漿凍結;在洗料工序中將漿料洗凈;保持操作規(guī)范,克服軟腰。
(六)浪破(亦稱“浪斷”“噴破”)
現(xiàn)象:在抄紙過程中,抬簾起水時,因兩位紙工合作時掌握力度不協(xié)調或用力過大,造成槽中水浪過大,當紙簾抬起高度低于水浪(浪峰)時,槽中漿水就會沖上紙簾,使紙簾上已經(jīng)形成的濕紙造成破裂,因此稱為“浪破”。浪破紙面局部呈不規(guī)則條形破裂,或圓形破裂,或很薄接近全部破裂。
原因:撈紙頭簾水,掌簾、抬簾兩位紙工的動作不協(xié)調,可能是師傅帶徒弟抄造時,一個熟練,一個不熟練;也可能是兩人初次合作,手勢不協(xié)調,造成底下波浪沖擊紙簾,簾上漿料被沖破。
對策:掌簾和抬簾的兩人動作配合要協(xié)調,抬簾出水要穩(wěn)。
(七)花破
現(xiàn)象:紙面局部出現(xiàn)破裂現(xiàn)象,或紙面破損,不能形成整張。
原因:造成花破的原因有多種,一是榨帖后,由于工人在合作搬動時用力不一致,或單人搬動時雙手用力不均,導致紙?zhí)芰Σ黄胶猓節(jié)裉骋粋€局部開裂;二是濕帖、榨帖沒有到位,提前退榨,形成“嫩帖”,濕帖之紙尚未完全成型,這樣在搬運過程中極易形成花破;三是紙?zhí)P干后,兩位曬紙工在搬動時,動作不一致,紙?zhí)慌釉斐苫ㄆ疲凰氖怯捎跁窦埞と瞬皇炀殻诒P帖過程中用力不當。
對策:紙?zhí)麎赫ヒ?guī)范操作,攙起、抬動紙?zhí)麜r用力要均衡適度,避免猛然扳動紙?zhí)恰?
(八)倒破(亦稱“皮篩眼”)
現(xiàn)象:梢上七寸以內局部紙面很薄。
原因:二簾水倒?jié){水時較急,一簾水漿料被二簾水沖淡沖薄造成。梢手(即掌簾者的左手、抬簾者的右手)太重,額邊抬起太陡,倒水過急。
對策:二簾水倒?jié){時速度與角度要把控適度。
(九)雞窩浪(亦稱“雞劃浪”)
現(xiàn)象:紙面厚薄不均,局部很薄。出現(xiàn)在紙面中心部位,仿佛雞爪子劃過的痕跡一般。
原因:一是紙漿倒水過陡,角度過大;二是額手(即掌簾者的右手)抬簾上升偏快;三是紙簾不平整,紙漿沖紙漿;四是皮料和草料配比出了問題,主要是皮料相對偏少;五是漿料混合不均勻。
對策:一是把握火候,調控速度;二是修正簾床;三是規(guī)整紙簾,避免撈紙時紙漿沖紙漿;四是按要求正確配料、漿料混合均勻。
(十)漲絲
現(xiàn)象:局部紙面很薄,幾近通透。
原因:紙簾不潔,紙簾前次使用后沒有刷洗干凈,紙簾絲路上有“點狀”或“條狀”藥云和紙漿,縫隙淤塞,漿料濾水不暢,存漿不足,此處紙面很薄。
對策:每次用過紙簾,都要按要求刷洗干凈;每次撈紙前,要檢查紙簾是否干凈,如不干凈,應補救性地將紙簾刷洗干凈。
(十一)腕破
現(xiàn)象:紙面額頭即額至挺棍間七寸以內局部很薄,幾近通透。
原因:手腕把握不當,角度過大,下水過深,導致首次沉漿稀缺。
對策:把握好紙簾兩次入水的深度,手腕掌握好角度。
(十二)藥花(亦稱“藥云”)
現(xiàn)象:從紙面上看,紙張厚薄不均、不平整,這便是“藥花”或“藥云”現(xiàn)象。
原因:過槽即添加藥水和紙漿時,藥液與紙漿攪拌不勻,藥水稠的地方紙面很薄,使成紙厚薄不均。
對策:過槽(添料加藥)之后,一定要適度攪拌,將漿料、藥液、清水充分調勻。
(十三)水花
現(xiàn)象:成紙的紙面顯現(xiàn)出厚薄不均的情況。
原因:紙槽內因清水與紙漿攪拌不勻,漿料稠的地方紙面較厚,而水分重的地方紙面很薄,造成紙面厚薄不均。
對策:添料加藥之后,一定要適度攪拌,使得漿料、藥液、清水充分調勻。
(十四)灰點
現(xiàn)象:成紙的紙面有一些灰點。
原因:有極少數(shù)抄紙工人在抄紙時邊抄紙邊抽煙,有時將香煙灰落入濕紙?zhí)蚣埡熒希斐苫尹c,以致紙面漬污,或形成沙眼。
對策:嚴格遵守操作規(guī)程,禁止抄紙時吸煙。
(十五)肚里筋
現(xiàn)象:紙面的中間部分松弛。
原因:此紙病多見于六尺及以上大規(guī)格的紙張。抬帖過程中,杠子放置不當,造成紙?zhí)胁肯麓箯澢换蚩刻麜r造成彎曲,外側紙被拉伸,形成輕微的皺褶,成紙二次加工時容易發(fā)現(xiàn)這種情況。
對策:抬帖時要細心、認真,將杠子放置在適當?shù)牟课弧?
(十六)放斷(亦稱“押斷”“壓斷”)
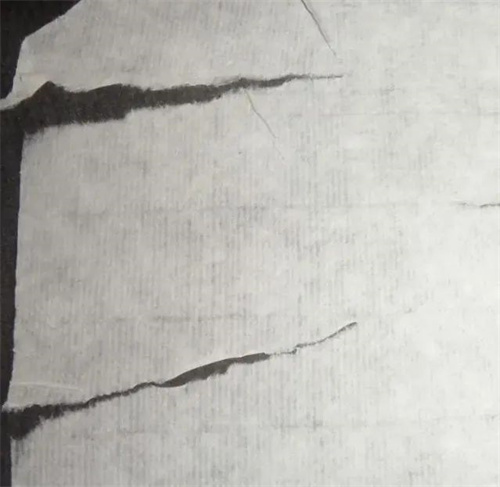
現(xiàn)象:濕紙局部呈現(xiàn)縱向不規(guī)則、不徹底的斷裂(圖5)。

▲圖5 放斷
原因:一張紙撈好后,掌簾工人拎到帖上放簾時,中途停頓或后退(放簾下去時,手往回帶的動作)。
對策:加強練習,形成良好的習慣,操作要有條不紊,動作做到一氣呵成。
(十七)軟腰
現(xiàn)象:濕紙?zhí)灶~至梢呈現(xiàn)“額厚、腰軟、駝梢(冬天易出現(xiàn)水皺)”的現(xiàn)象,紙面中部(肚子里)偏薄。
原因:撈紙角度掌握得不好,簾床在水中受力不均,撈出的紙不平整,因此,紙?zhí)麜霈F(xiàn)中間低凹的情況;若在冬天,往往會造成水皺,也常造成兩張紙之間的“粘”“缺”。
對策:在名師指引下,進行嚴格訓練。
(十八)露絲
現(xiàn)象:從紙面看到大面積的簾絲線根處都通亮,該現(xiàn)象主要出現(xiàn)在“蟬衣”紙上。
原因:編簾子時采用的絲線過粗,撈薄紙時,簾絲線根處都通亮;它與漲絲、穿絲有區(qū)別,漲絲、穿絲是局部的,而露絲是大面積的。
對策:編簾的師傅應當注意搭配,“蟬衣”宣紙紙簾的竹絲和絲線都要相對更細,不能借用“棉料”“凈皮”紙簾來撈“蟬衣”宣紙。
(十九)軟桿
現(xiàn)象:紙面局部橫向出現(xiàn)條狀稍厚現(xiàn)象。
原因:簾床上芒稈斷了或者芒稈較嫩,時間一長,變軟下墜,托附紙簾不均勻。據(jù)小嶺梅村梅元寶師傅告知,雖然偶爾導致該處紙面稍厚,但很多時候并不構成病態(tài),只要工人技術嫻熟,放到紙?zhí)暇蜎]事了。
對策:更換芒稈,修復簾床。
(二十)急破(亦稱“激破”“擠破”“裂破”)
現(xiàn)象:多張紙面破損(幾乎破成一個槽口),主要出現(xiàn)在紙的四條邊沿。
原因:紙?zhí)睿礉窦埡殖瑯刷伲蚨鵀V水不好,一般在反邊和梢上會有局部崩塌。
對策:撈紙工人不能急功近利而貪圖快速,應該循序抄作,穩(wěn)中求進。修補也不難,撈紙師傅一定要特別細心地捏一把紙料(堆積的紙漿)填充在破缺的地方;再放濕紙時,小心謹慎地放好,三五張以后可以復原。如果紙?zhí)^活,可以采取相應的措施從源頭上治理。
(二十一)屎料
現(xiàn)象:在紙面上積結形成大小不一的黑斑塊(圖6)。

▲圖6 屎科
原因:某些野垃圾混進或漿料篩選不凈而造成。
對策:在原料加工時,要過細擇除垃圾,制漿時要加強篩選。
(二十二)邊絲
現(xiàn)象:紙邊局部(面積很小)較厚。
原因:吸(掀起)簾時用力不均,紙簾離帖時不正,使得帖兩邊上的紙漿帶到帖里面。
對策:掀開簾子提起上舉時,用力要均勻,如果梢竹走形,就要修整或更換。
(二十三)沾毛(亦稱“起毛”)
現(xiàn)象:紙面不光滑,起毛。
原因:頭簾水下水時,漿水應從上向下濾,如果操作不當,水就會從簾床下向上沖;吸簾時,造成纖維豎立,紙面不光滑。另外,紙藥少了也會產(chǎn)生沾毛現(xiàn)象,因為起毛狀態(tài)的紙容易黏住另一張紙形成“粘紙”,進而導致“粘”“缺”毛病。
對策:偶爾出現(xiàn)沾毛,需要及時調整手勢;若是紙藥濃度低了,就要適當?shù)靥砑铀幰骸?
(二十四)水漬
現(xiàn)象:紙面上形成帶有顏色的水滴狀斑塊(圖7)。

▲圖7 水漬
原因:原因有多種,或是屋檐水滴落,或是意外濺入等。
對策:要徹底打掃工作場地衛(wèi)生,并防止意外情況發(fā)生。
(二十五)藥死
現(xiàn)象:紙面太薄,達不到成紙的分量(厚度)要求。
原因:使用藥液過多,造成紙藥太濃,使部分漿料消散。
對策:添加漿料進行藥液稀釋,將紙漿、藥液、水分調到適當比例。
(二十六)散藥提行現(xiàn)象:撈紙沾毛,紙?zhí)謴堓^難或不能分張。
原因:一是氣溫高于40度會導致藥液失效;二是槽桶多日未清洗,細菌滋生所致。
對策:氣溫高的日子應增加藥液、提高濃度;需要勤洗槽桶。
(二十七)皮塊
現(xiàn)象:掉在濕紙?zhí)闲纬傻挠刑畛湮锏男《矗凉窦垥窀梢院螅埫婢植砍霈F(xiàn)小型塊狀積料,摳去以后出現(xiàn)小洞。
原因:掌簾工人掀簾時,黏附在梢竹線上的漿塊(主要是皮漿)未被彈出帖外,而是掉在濕紙?zhí)纤隆FK與水洞有別,水洞是圓的、通透的,無填充物,而皮塊則不規(guī)則、不通透,有填充物。
對策:掌簾工人必須專心致志,動作要規(guī)范到位。
(二十八)粘紙(亦稱“粘破”)
現(xiàn)象:兩張紙大面積或局部相互粘連分不開,稍稍用力就會出現(xiàn)其中一張破損的“缺”。
原因:槽口過大,紙漿濃度過高。
對策:槽口不能大,藥液濃度不能超標,也不能不達標。如果撈厚紙,添加藥液后一定要劃槽攪拌均勻。
(二十九)穿絲
現(xiàn)象:反邊七寸紙面局部很薄。
原因:撈紙工人抄紙時,簾床托起不到位,造成紙簾上局部存漿稀少,紙面簾絲線通透。
對策:規(guī)范技術操作,手勢要到位。
(三十)拖槍
現(xiàn)象:撈紙時濕紙?zhí)霈F(xiàn)一道劃痕(圖8)。

▲圖8 拖槍
原因:撈紙放到帖上,掀簾時動作不規(guī)范,梢竹一端拖過濕紙?zhí)纬善茡p。
對策:撈紙工人應嚴格按要求規(guī)范操作。
(三十一)起虹
現(xiàn)象:濕紙縱向出現(xiàn)一道條狀薄痕。
原因:置放紙簾時沒有注意放平整,紙簾局部(多見于中部)微微拱起,高處不存紙漿,就造成了“起虹”現(xiàn)象。
對策:用心操作,做到手到、眼到、心到。
特別說明:虹,方言讀音gàng。“起虹”現(xiàn)象多發(fā)生于撈紙工疲勞之時或外因引起分神之時。
(三十二)板粉
現(xiàn)象:成紙紙面大面積或局部偏厚。
原因:紙槽中紙漿沉底,撈上紙簾以后,使紙漿堆積造成大面積或局部偏厚。
對策:通過劃槽、配藥,將紙漿攪拌均勻。
(三十三)生夜槽
現(xiàn)象:紙漿“生”了,撈不出成品紙,或者撈出的紙偏薄。
原因:問題起源在調漿工序,產(chǎn)生在撈紙工序環(huán)節(jié)。傳統(tǒng)手工宣紙造紙,總是在夜間人工打料配料,四名工人劃槽很辛苦,有時因疲勞使得攪拌不到位,就會將漿料做“生”,造成紙漿質量差。(20世紀80年代以后,宣紙生產(chǎn)實現(xiàn)了部分工序的機械化,調漿不再通過人工劃槽進行,這一情況已經(jīng)極少見,但是,如果麻痹大意,仍然會出現(xiàn)“生夜槽”的現(xiàn)象。)
對策:加強監(jiān)管。
(三十四)生單槽
現(xiàn)象:紙漿“生”了,不好撈紙,或者撈出的紙偏薄。
原因:撈紙之前,工人(一般是兩人)劃槽時調配漿料不到位,料“生”所致。
對策:將水、紙漿、紙藥攪拌均勻。
二、曬紙過程中出現(xiàn)的紙病
(一)起烏龜
現(xiàn)象:紙?zhí)砻婀钠鹚莼驓馀荩嗡茷觚敔睿▓D9)。

▲圖9 起烏龜
原因:澆帖時速度過快,干帖起大泡。一般危害性不大,即使破損也只有兩三張。
對策:澆帖時要緩緩操作,不能操之過急,要循序進行。
(二)霉帖
現(xiàn)象:紙?zhí)厦梗埫嫔珴勺兩睿尸F(xiàn)星星點點的淡黑色。
原因:紙?zhí)苻D期是5天,即第一天撈,第五天曬,如果紙?zhí)麤]按時曬出來,積存的紙?zhí)麜r間過長,特別是梅雨季節(jié),更容易上霉。另外,存帖的地方不通風也會導致上霉。
對策:存放紙?zhí)麜r間不要超時;逢年過節(jié)放長假,紙?zhí)欢ㄒ旁谕L的地方。安排好生產(chǎn)周期,避免超時存帖。
(三)黃帖(亦稱“炕黃”)
現(xiàn)象:紙?zhí)竺娣e呈現(xiàn)黃色。
原因:在盤帖時,因靠焙時間過長被烘黃。另外,“過漂”漂洗時,漂液用量過多,或者漂白時間過長,也會導致紙?zhí)狐S。
對策:焙帖不宜太近熱源,時間不能太久。漿料漂白時不“過漂”,漂后漿料要洗清。
(四)盤破
現(xiàn)象:宣紙成紙局部出現(xiàn)人為按壓形成的破傷。
原因:伴隨“水缺”或“火缺”,加上用力不當而造成破傷。此外,學徒工技藝不熟練或急于求成也能造成破傷。如果紙?zhí)容^嫩(紙?zhí)诌^大),盤帖時也容易造成紙面斷裂現(xiàn)象。
對策:照章操作,用心盤帖,尤其是學徒工在盤帖時一定注意用力適度,不能操之過急。
(五)扳破(亦稱“榨破”“榨裂”)
現(xiàn)象:扳榨時紙?zhí)_裂。
原因:扳榨工在榨帖過程中,由于速度偏快,用力過猛,壓榨過度,從而使得紙?zhí)懒选<執(zhí)麅蛇叾喟l(fā)生這種情況,一般有嫩榨破(上榨初期扳嫩榨)、老榨破(上榨末期扳老榨)之分,老榨破的概率遠低于嫩榨破。
對策:扳榨工必須虛心學習,認真負責,切忌貪快求速。
(六)粘(亦稱“粘紙”)和缺
這兩種紙病往往同時發(fā)生,相伴出現(xiàn),或因“粘”生“缺”,或因“缺”生“粘”。通常是兩張紙大面積或局部相互粘住分不開,稍稍用力就出現(xiàn)其中一張破損的“缺”。
1.粘
現(xiàn)象:沒有破損,反而黏著另一張紙的一小塊,這張紙的毛病就稱“粘”(圖10)。

▲圖10 粘
原因:槽口過大,漿料濃度過高。要保持紙的一定厚度,就得多加藥水,但是藥水濃度一高,曬紙、牽紙時就容易粘;藥水少,紙面不光滑,曬紙、牽紙時也容易粘。這與“雞窩浪”也有關系,因為厚薄不均時容易出現(xiàn)互粘的毛病。當然,這與“藥死了”又有區(qū)別,因為程度沒達到。總體上,這個問題產(chǎn)生于撈紙時,只是在曬紙時才反映出來。
對策:槽口不能大,藥液濃度超標或不達標。如果撈厚紙,在增加藥液時一定要適時劃槽以攪拌均勻。
2.缺
現(xiàn)象:呈現(xiàn)銳角破口(圖11)。

▲圖11 缺
原因:主要是曬紙工在牽紙時沒有做到“三條線”,而變成“馬屁股”。當然,與紙?zhí)麤]有盤過性也有關系,曬紙“缺”是尖形的。另外,撈紙時造成的“粘”病也會導致“缺”,即兩張紙粘在一起分不開,揭帖(牽紙)時必有一張會有“缺”。
對策:揭帖(牽紙)時,應規(guī)范操作;撈紙時,盡量避免出現(xiàn)“粘”病。
(七)水缺(亦稱“水雀”)
現(xiàn)象:屬于一種特殊的“缺”,紙張上局部呈現(xiàn)通透的窟窿(破洞)或半透明的缺損。
原因:澆水太重,或局部受水較多。由于紙?zhí)珴瘢謴垥r,兩張紙之間局部互粘,其中一張在分開時被另一張粘走一塊。
對策:澆帖時灑水要適度、均勻,待水分被紙?zhí)詹⒆虧櫨鶆蚝笤傩薪姨?
(八)火缺(亦稱“火雀”)
現(xiàn)象:也屬于一種特殊的“缺”,與“水雀”異曲同工,紙張上局部出現(xiàn)破損。
原因:“水缺”是澆水太重造成的,而“火缺”則與之相反,是因為曬紙工人澆帖時用水不夠,潤貼不到位,紙?zhí)苫蚋山Y而形成“互粘”,所以在揭帖時才容易造成破損。
對策:澆帖時要細心,灑水一定要均勻,在炎熱的環(huán)境中操作時可以不時地在紙?zhí)涎a噴水霧以增濕。
(九)捻斷
現(xiàn)象:曬出的紙有裂口。
原因:曬紙工牽紙時,不小心將濕紙弄斷了。有的是紙漿調勻不均所導致;有的是皮料摻和較少,使?jié)窦埨Σ粔蛟斐傻模挥械氖菍W徒工掌握不了分寸,用力太大或不均勻而造成。
對策:一方面要確保紙漿質量;另一方面學徒工要苦練基本功,牽紙時要十分小心。
(十)松毛路(亦稱“人毛路”)②
現(xiàn)象:紙面清楚地顯示松針毛式的、有深有淺的刷痕(圖12),一般淺痕比較常見。

▲圖12 松毛路
原因:淺痕產(chǎn)生的原因主要是使用刷把時的用力不均勻;造成深痕的原因是除了用力不均勻之外,刷把松毛、掉毛或斷毛也可能導致出現(xiàn)此類問題。
對策:及時更換刷把。用刷不可濫用氣力。請師父指點并養(yǎng)成規(guī)范使用刷把的習慣。
(十一)起折(亦稱“打皺”)
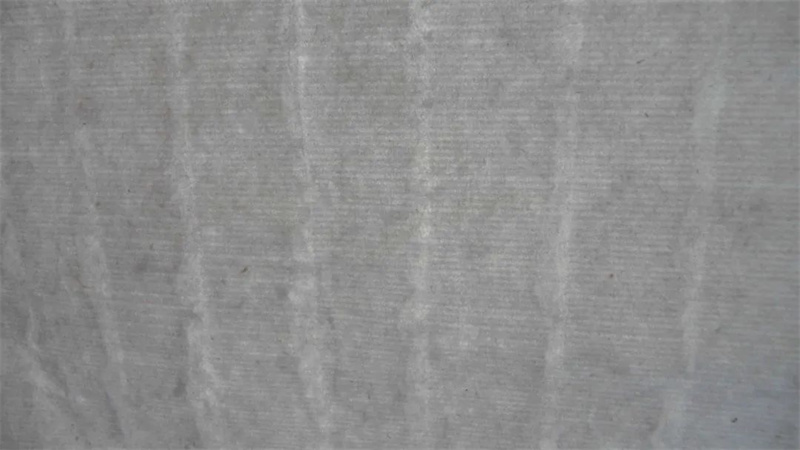
現(xiàn)象:曬紙的時候,紙面打皺。根據(jù)起折的多少和形態(tài),可總結為“單線眉”“草鞋窩”“蜈蚣腳”“鳳凰尾”“煙絲旋”等情況(圖13)。

▲圖13 起折
原因:一是刷路不正確、不均勻;二是“窗口”未留好,形成草鞋窩,折在額上;三是八字未打開,折在梢上,形成蜈蚣腳;四是刷到紙右下方時一刷的刷路過長,折在梢角,形成鳳凰尾;五是刷把運行不正確,形成煙絲旋;六是紙?zhí)揪陀袉栴}。
對策:應根據(jù)各種具體的原因相應解決。特別注意掌握正確的刷路,留好刷口,打開八字,避免刷路過長等。
(十二)折皺
現(xiàn)象:紙面起皺。
原因:用刷把刷濕紙時用力不均勻;焙面出現(xiàn)裂紋或焙面不干凈(圖14)。
▲圖14 褶皺
對策:刷濕紙上焙用力要均勻。發(fā)現(xiàn)焙面裂紋后應及時修整。清洗焙面,以保持干凈。
(十三)斷額
現(xiàn)象:曬紙牽紙時,紙面額頭破裂。一般情況下,一次不當?shù)膭幼鲿е缕茡p一張(圖15)。
▲圖15 斷額
原因:一是牽紙時人體未靠近靠帖架,手離額頭較遠,使額頭斷裂(過去有“一寸三掐”的說法,現(xiàn)在都已不用);二是額上澆水過多,紙?zhí)兓盍耍蝗菨{料強度(濕強度)不夠等。
對策:保持宣紙品質,選用優(yōu)質原材料。澆帖時額頭用水不宜過量。牽紙時要按照要求正確操作。如果破口長度短于要求剪切的尺寸限度,那么紙張仍然可用,超過剪切尺寸可以改成小規(guī)格再剪切,裂口過深則報廢。
(十四)陰紙(亦稱“蔭紙”)
現(xiàn)象:紙面不平整,綿軟不堅挺,皺皺巴巴。
原因:曬到焙上的紙,未等干透就脫離焙面。一是紙?zhí)^干;二是在刷焙時,用米湯過少;三是焙面沒有擦干凈;四是建造土焙時,如果粉刷焙面水泥摻少了,有時也會起焙,由此導致“蔭紙”。
對策:根據(jù)不同情況加以處理。紙?zhí)蓾褚m度,不宜過干,也不宜過潮。曬紙時,使用米湯要適度。建造土焙時,特別要注意水泥摻和的適當比例。不過,從20世紀90年代開始,土焙逐漸被鐵焙所替代,所以一般不再出現(xiàn)此種紙病。但是,一些傳統(tǒng)制作技藝的廠家仍在使用土焙曬紙,因而“蔭紙”的情況依然存在。
三、檢紙過程中出現(xiàn)的紙病
(一)元寶口
現(xiàn)象:成品紙的邊沿特別是中部凹陷。
原因:下剪不穩(wěn),有時內偏,有時外偏。
對策:要專心,手到心到。情況比較嚴重的,一般得要重剪。避免出現(xiàn)大規(guī)格改小規(guī)格紙、成刀紙不合規(guī)格等造成浪費或作廢的情況。
(二)吐絲
現(xiàn)象:剪刀走紙不利索,紙邊被帶破。
原因:專用宣紙剪刀的使用時間過長、保養(yǎng)不及時,刀口已不鋒利。
對策:做學徒時就要學會自己磨剪刀,只有剪刀鋒利,才能走紙如飛。
(三)抽心
現(xiàn)象:從“抽心”本身來說,曾是檢紙過程中選紙的一個程序,并非真正的紙病。“抽心”是傳統(tǒng)老法做紙容易出現(xiàn)的情況,現(xiàn)在做紙因為有了機械設備,這樣的情況已少見。
原因:因為撈紙過程中有從“云槽頭”到“清槽里”的過程,一個槽口幾十張紙,開始的紙云頭(朵)多,到清槽中就沒有云頭了,紙很均勻,簾紋清晰,相對皮料就少一些,所以,云槽頭上紙和清槽紙的纖維分布不一樣。由于一個槽口前后撈出的紙張質量有差別,必須采用抽心的辦法使前后生產(chǎn)出的質量達到基本統(tǒng)一。一是舊法生產(chǎn)中因人工調皮、切皮、踩料,漿料做得不均勻導致。二是手工過槽,槽口不均勻,槽中的料不均勻所致,如果撈紙工消極怠工,還會出現(xiàn)“生槽”現(xiàn)象。
對策:督促檢紙工處理好“云槽頭”和“清槽里”紙張的關系;使同一刀成品紙質量達到前后一致。一是燎皮要做好,調皮要熟,切皮要細,過槽要搞勻;二是在剪紙過程中,將“云槽頭”和“清槽”的幾張紙抽掉,留下中間部分,或者將中間部分抽出來,使整刀紙質量統(tǒng)一。
四、其他常見紙病
(一)滋色(亦稱“漬色”)
現(xiàn)象:紙?zhí)险慈玖税咨酝獾念伾纬杉埫嫖廴尽?
原因:或因顏料散落,或因墨水濺入,或因屋瓦漏水,或因雨雪天氣在烤帖焙屋晾烤衣被,或因晾曬物掉色落到紙?zhí)系龋踔凉芾聿坏轿欢伎稍斐勺躺A硗猓奶煳孟x等不慎掉入紙槽中,也會導致“漬色”。
對策:嚴格做好工作場所的清潔衛(wèi)生和管理工作,妥善保管好紙?zhí)敺兰埫嫖廴径兂蓮U品。
(二)死皮
現(xiàn)象:成紙表面有粗燎皮纖維。
原因:檀皮在加工過程中有夾生皮,調皮時也未能徹底打碎,較粗的長纖維拱在宣紙中,如同宣紙的“草黃筋”。
對策:擇皮工要盡心盡力。最好采用宣紙現(xiàn)代工藝“跳篩”,因為通過使用跳篩等設備,已經(jīng)根除了“死皮”等現(xiàn)象。
(三)草黃筋
現(xiàn)象:宣紙成紙上有黃色的稻草莖稈碎片拱在紙面。這種情況在采用傳統(tǒng)工藝的宣紙中比較常見。
原因:稻草加工過程中的夾生草,制漿過程未被篩選掉,較粗的稻草莖稈碎片拱在紙面或夾在紙中,如同宣紙中的“死皮”。
對策:加強手工揀選和篩選凈化。
(四)烏沙
現(xiàn)象:紙面上呈現(xiàn)眾多顆粒狀的污點。
原因:主要是原料中的雜質未被徹底清除所致。另外,水源沒有使用過濾袋,或者過濾袋破了,使得水中的雜質進入紙漿中形成污點。
對策:精選原料,清洗打漿機等造紙流水線,使用清水時要用過濾袋。利用好篩選、凈化設備。
(五)煙路
現(xiàn)象:紙面局部出現(xiàn)淡淡的煙云狀。
原因:焙身開裂,煤煙順著裂身透冒出來。
對策:舊時通過修復土焙來解決此問題,如今因為廣泛使用鐵焙,該紙病已基本不出現(xiàn)了。
(六)爆破(亦稱“棒破”)
現(xiàn)象:濕紙上焙之后自動破裂。
原因:一是漿料沒有洗凈;二是紙漿質量欠佳,含有大量生皮、老皮,纖維偏短;三是土焙的使用時間過長,保養(yǎng)不當,焙身開裂。
對策:一要加強對洗料工序的監(jiān)管,漿料洗滌必須達到要求標準;二要精選原料,切不可以次充好;三要保養(yǎng)土焙的焙面光潔。如今因為普遍使用鐵焙,所以基本上不存在開裂現(xiàn)象。
(七)米湯片
現(xiàn)象:成紙紙面上明顯看到米湯印。
原因:焙龍表面擦過米湯后,未用專用撣焙把子將焙面撣掃干凈。
對策:焙面擦過米湯后必須用把子將焙面撣掃干凈。
(八)顏灰(又稱“油灰”“眼灰”)
現(xiàn)象:成紙面上存在一些灰塊、疤痕。
原因:土焙使用時間過長,又加上保養(yǎng)不好,土焙的焙面泥巴小塊小塊地掉落,使得焙面不光滑,紙上就有了相應的疤痕,有時還有小石灰塊。如今因為普遍使用了鐵焙,此紙病也基本消除。
對策:修復土焙或改用鐵焙。
(九)污漬
現(xiàn)象:成品紙面出現(xiàn)污點、污斑。
原因:工作環(huán)境不整潔造成,或是工作責任心不強所導致。
對策:要及時清潔工作場所,加強工作責任心。
(十)油簾(亦稱“捕麻雀”)
現(xiàn)象:紙面上有明顯的油污(圖16)。
▲圖16 油簾
原因:撈紙用的紙簾未洗干凈導致。
對策:撈紙前要仔細察看紙簾是否干凈,如果發(fā)現(xiàn)有油污,應及時清洗干凈。如果發(fā)現(xiàn)紙簾有其他問題也應及時解決。
(十一)渣圾(亦稱“積料”“雞屎料”)
現(xiàn)象:紙面上有明顯的不潔物(圖17)。

▲圖17 渣圾
原因:漿料中含了屎料等垃圾,造成紙中有明顯的不潔物。在紙漿中混入渣滓垃圾所致為多。當然,在曬紙中刷把不凈,或是檢紙中環(huán)境不凈也會造成此問題。
對策:根據(jù)不同情況分別處理,要么清洗打漿機、儲漿池、槽桶,要么防止制漿過程中垃圾混入,要么在曬紙過程中保持刷把等的潔凈,要么必須保持檢紙房的潔凈。
(十二)掃馬連子(亦稱“死皮索”“絲結”“死結”“火炮引屑”“雙漿團”)
現(xiàn)象:紙面上出現(xiàn)一串一串的長纖維積集。掃馬連子的學術表述為“雙漿團”,它在濕紙上和干紙上都可以看得十分清楚,其個數(shù)的多少是傳統(tǒng)宣紙制作綜合質量評判最重要的標準。掃馬連子通常有兩個,個別的有三個以上相互連接的漿團,這樣就會造成紙面粗糙(圖18)。

▲圖18 掃馬連子
原因:皮料在打漿機中超時打漿,造成一串一串的長纖維積集。舊時因全憑手工經(jīng)驗操作,在制漿過程中難以到位,一些纖維漿團不能十分均勻地分散,漿團與漿團之間會有十分細小的纖維連接在一起。掃馬連子雖然是在撈紙工序才顯現(xiàn),卻是在上游工序的打皮、踩皮、切料、清洗、打漿、配漿過程中形成的,與后期的曬紙、檢紙無關。
對策:打漿時按規(guī)定操作,隨機觀察,打熟(纖維分散均勻)就行,切忌超時。傳統(tǒng)制作方式主要加強打皮、踩皮、清洗、切料、打漿、配漿工序的質量控制,強化這些方面的工作。如今許多宣紙廠家主要采用機器打皮、打料,并采取了多重篩選設備,掃馬連子現(xiàn)象基本消除,當然,偶然情況下也會出現(xiàn)。
特別說明:業(yè)內將掃馬連子稱作“雙漿團”屬于一種形象比喻。因為舊時的馬夫常在肩膀上放一個連接胸前和背后的兩口布袋,以盛放一些常用的小物件。掃馬連子的別稱是“火炮引屑”,指的是曬紙時從紙?zhí)辖壹埾聛恚瑵窦堖呇鼐沓蓷l狀,就像小鞭炮炸碎后碎紙卷起的樣子。通常,新手操作容易出現(xiàn)這一問題,但是這個毛病影響不大,因為紙邊會被剪去。特別是隨著當代技術提高,此類毛病不但少見而且可以避免。
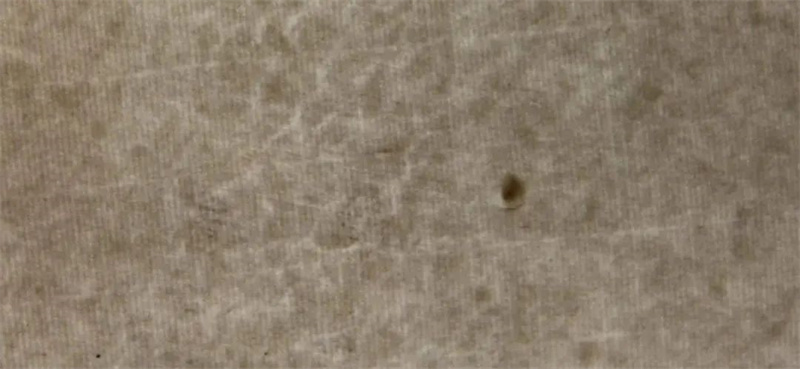
(十三)異物
現(xiàn)象:在紙面上出現(xiàn)的異物,通常半嵌在紙中(圖19)。

▲圖19 異物
原因:主要是清洗不凈、風吹落入,操作人員無意中帶入或是工具不潔而導致,在制漿、撈紙過程中都會產(chǎn)生,與曬紙、檢紙工序無關。
對策:加強工作環(huán)境的整潔,以防止異物落入紙槽中。另外,曬紙工在曬紙時如果發(fā)現(xiàn)問題,有經(jīng)驗的師傅可以及時處理,加以補救,采用方法是手工除去異物,再用濕紙漿抹平空隙,一般看不出痕跡,檢紙工也可以如此效法處理。但這都是在異物不大、不影響整張紙使用的情況下的處理。如果異物較大,除去異物后要將該張紙抽出單獨處理,一般要剪裁成小規(guī)格用紙。
(十四)驚破
現(xiàn)象:整張紙的紙面形成不規(guī)則的斷紋,呈碎裂感(圖20)。
▲圖20 驚破
原因:一是在撈紙時,簾床磕碰硬物,瞬間劇烈抖動所造成;二是皮料配比不足,從而使得拉力不夠所導致;三是洗料不凈,漿料中灰分較多而造成。出現(xiàn)這種問題,整張紙則不可用,需回籠。
對策:在撈紙時避免簾床碰撞。摻足皮料,增強紙張拉力。加強洗料,使纖維潔凈。
(十五)輥絲
現(xiàn)象:成紙之上偶見或大量出現(xiàn)線狀半透明現(xiàn)象。
原因:屬于紙簾的問題。可能是學徒工所制紙簾,因紙簾簾絲不均勻,加上操作師傅的手法不當,主要是抬著簾床連續(xù)用力抖頓時,比較寬大的簾絲之間的縫隙漏漿所致。
對策:采購高質量的紙簾。撈紙師傅的手勢習慣需要改正,避免超時抖頓。
(十六)灰渣
現(xiàn)象:成紙上有細小的石灰顆粒。
原因:石灰質量不好,難以充分溶解,而以細小顆粒狀依附在燎草或燎皮上,躲過了打料關、袋料關,潛伏于皮草纖維之間,最后藏進宣紙的成紙上。
對策:原料制作使用的石灰必須精選,質量差的不能使用。如今因為使用了除砂器和篩漿機,所以灰渣之類的雜質所造成的紙病基本不存在。
(十七)焙疤
現(xiàn)象:成紙上依稀可見修復焙面留下的疤痕,或是焙面的小豁洞留在紙上的印記。
原因:由于土焙開裂后就得進行修補,修補的地方總會留有疤痕,疤痕印在紙上就形成焙疤。另外,焙面有小型凹陷的豁洞,這種小毛病有時不可避免,鐵焙焊疤偶爾也會印在宣紙紙面上,但不要影響整體。舊時的土焙焙疤往往會影響紙的品相。
對策:維修土焙或改用鐵焙。
五、宣紙病因的綜合分析
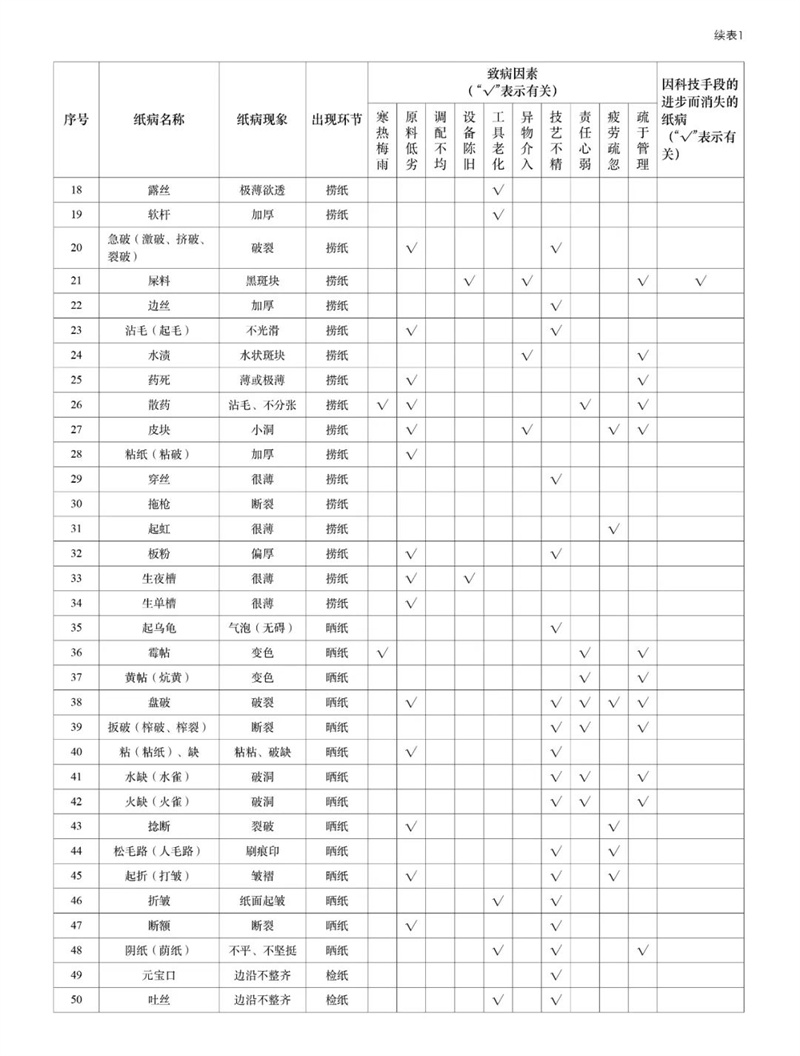
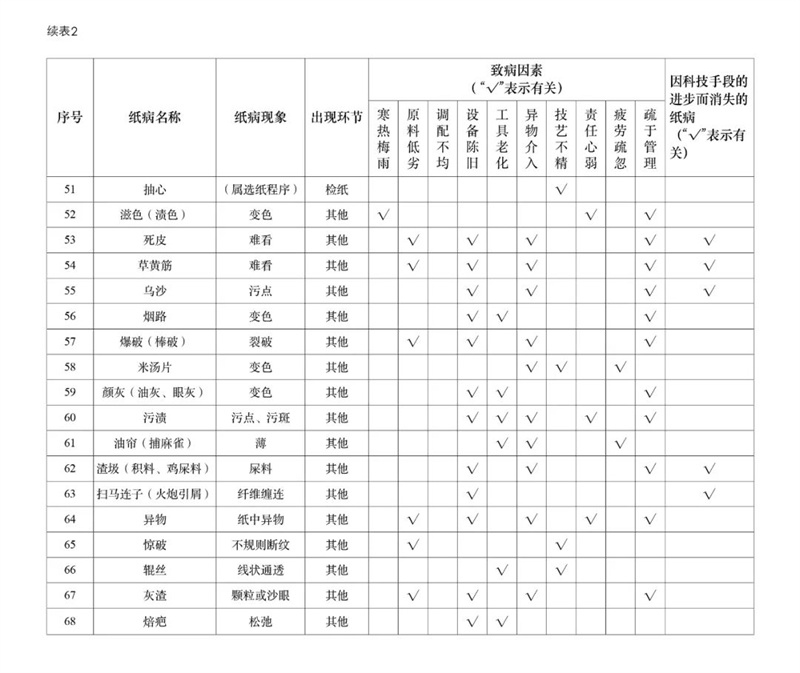
在此,將68種紙病的現(xiàn)象、出現(xiàn)環(huán)節(jié)、致病原因等制成表,以便統(tǒng)覽(表1)。以上所分析的原因僅僅指出了致病的主要原因,還有一些次要和關聯(lián)的因素需要說明,如責任心、疲勞或疏于管理等,可參見表1對具體紙病致病因素的詳解,以對照考量。
在以上列出的68種宣紙紙病中:撈紙工序顯現(xiàn)的紙病34種(表中序號1—34);曬紙工序顯現(xiàn)的紙病14種(表中序號35—48);檢紙工序顯現(xiàn)的紙病3種(表中序號49—51);其他原因產(chǎn)生的紙病17種(表中序號52—68)。

經(jīng)過筆者和項目團隊多年的調查研究和親自試驗,對宣紙紙病形成以下幾點認識:
第一,紙病出現(xiàn)的階段與紙病生成的階段并不同一。比如灰渣,生成于漿皮、漿草階段,但在撈紙階段已有所表現(xiàn),而真正發(fā)現(xiàn)這個問題往往是在濕紙曬干以后由檢紙人員所發(fā)現(xiàn)。又如爆破,雖然發(fā)生在曬紙時,但是根源在漿料洗滌工序,由于漿料洗滌不凈,細小纖維和雜質超標所導致。這說明,紙病是可以溯源的,要提高產(chǎn)品質量,就必須從源頭開始把好質量關。一些紙病通過科學嚴謹?shù)臉藴屎头绞竭M行管理是完全可以避免的。
第二,有些紙病產(chǎn)生的原因是單一的,如焙疤、顏灰等,是設備出現(xiàn)問題所造成的。有些紙病產(chǎn)生的原因則是復合的,如粘、缺等。這就要求各環(huán)節(jié)的工作人員采用具體的方式有針對性地解決相應的紙病。
第三,一些紙漿制作工序中出現(xiàn)的紙病,一些因土焙原因而產(chǎn)生的紙病,如灰渣、烏沙、草黃筋、顏灰、焙疤等,隨著現(xiàn)代造紙設備的改進與完善,已經(jīng)很少存在或不復存在。這說明,隨著科技的發(fā)展必然會有新工具、新工藝、新設備的應用,由此也會提高產(chǎn)品的質量。
第四,宣紙紙病在原料制作過程中的原因復雜多樣,還有一些不可抗拒的因素造成某些紙病。所以,從業(yè)者要未雨綢繆,做好預案,實行精細化管理。
第五,宣紙紙病遠不止本文所列,因為在傳統(tǒng)制作技藝體系中,宣紙的制作幾乎全憑手工操作,所以很容易出現(xiàn)紙病。據(jù)一些師傅口述,采用傳統(tǒng)制作的宣紙紙病有100多種,如今得益于科技進步,比如除砂器、配漿池、篩漿機的應用,許多原來由人工操作產(chǎn)生的紙病已經(jīng)很大程度地減少,甚至徹底消失。
結論
綜合全文的梳理和分析,歸納宣紙紙病產(chǎn)生的主要原因有:
一是受自然氣候條件影響較普遍。宣紙制作的時間長,工序復雜,且部分原料加工工序在山場露天條件下進行,一些雜物,比如沙、石、渣土、樹葉等,難免混入原料,有時難以完全剔除干凈。這個因素是導致宣紙出現(xiàn)外觀紙病的重要原因。即便是在廠棚內進行作業(yè)的工序,也會受到大自然的影響,像撈紙時一場大風,就會將戶外的灰塵垃圾刮入紙槽,引起槽內紙漿不潔,也就導致一些紙病出現(xiàn)。又如梅雨季節(jié)時紙?zhí)苋菀咨厦梗谉峒竟?jié)時紙藥容易散藥,隆冬季節(jié)時容易造成冰凍,諸如此類。
二是受技藝水平的影響。因為學徒工的技術不嫻熟,往往造成很多紙病。例如,學徒工在撈紙時,因缺乏經(jīng)驗而操作不當,使一滴水落入紙?zhí)瑒t會使多張紙作廢,勞而無功。
三是一定程度上受到勞動工具的制約。制作宣紙的專用工具和替代工具眾多,這些工具的制作和使用如果出現(xiàn)瑕疵,就會造成紙病。而且,如果工具清洗不凈,就會有垃圾混入原料或紙漿中,最后導致出現(xiàn)一些紙病。
四是人的心理和情緒狀態(tài)等因素。工作責任心強,隨時發(fā)現(xiàn)問題解決問題,紙病就會少出;工作責任心弱,紙病就必然多出。有師傅說,人的心情狀態(tài)如何也會影響成紙的質量,以撈紙為例,心情如不佳,就會造成紙的厚薄不均。
五是上、下游工序的配合不到位。由于宣紙制作工序較多,這就要求上、下游工序的操作人員緊密配合,互相監(jiān)督,任何一個環(huán)節(jié)、一個工序間的勞作銜接不到位,都會導致紙病的發(fā)生,就像前面所列出的在原料制作、制漿、撈紙、曬紙過程中的各種紙病。
六是一些不可抗拒的因素。例如,連續(xù)大雨或連續(xù)干旱會使水質不穩(wěn)定,就有可能造成紙病。當然,除了不可抗拒的因素之外,憑借世代宣紙手藝人的經(jīng)驗智慧,一般紙病也都能妥善解決。
在宣紙制作過程中,紙病的出現(xiàn),會直接影響到宣紙的品質,降低使用效果和經(jīng)濟價值。在一定的意義上說,宣紙制作技藝就是在解決和克服這些紙病的過程中不斷得以進步和完善的。世代宣紙手藝人在生產(chǎn)實踐中不斷地發(fā)現(xiàn)問題、解決問題,從而一點一點地積累為集體經(jīng)驗。新時代,新一代的手藝人也應當切實承擔起責任,在汲取前人智慧的基礎上,守正而創(chuàng)新,將宣紙傳統(tǒng)制作技藝可持續(xù)地傳承下去。
本文為國家社科基金重大項目“中國宣紙傳統(tǒng)制作技藝搶救性挖掘整理研究”(項目編號:10&ZD084)的階段性研究成果。參與研究的人員還包括:安徽財經(jīng)大學中國宣紙發(fā)展研究中心皖南研發(fā)基地研究員張有根,安徽省涇縣藝英軒宣紙工藝品廠董事長、安徽省第二屆工藝美術大師(宣紙制作類)朱正海。
作者簡介:曹天生,安徽財經(jīng)大學中國宣紙發(fā)展研究中心教授,主要研究方向為安徽地方歷史文化、傳統(tǒng)手工技藝。
 京公網(wǎng)安備 11010502042400
京公網(wǎng)安備 11010502042400
網(wǎng)站建設:北京分形科技 方正清刻本悅宋簡體字體由方正電子免費公益授權
建議使用360極速、Chrome、Firefox瀏覽器,最佳分辨率1920×1080







